| 5.4 Поэлементное добавление позиций ТП |    |
| 5.4 Поэлементное добавление позиций ТП | |
Под поэлементным добавлением здесь и далее
будем понимать последовательный ввод и редактирование позиций технологического
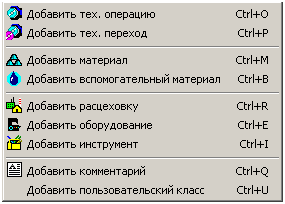
процесса. Ввод позиций осуществляется выбором режима ![]() «Добавить» на панели управления или
выбором соответствующего пункта в главном или контекстном меню. Для удобства
кнопка режима добавления на панели управления снабжена всплывающим меню,
вызывающимся нажатием стрелки вниз возле кнопки
«Добавить» на панели управления или
выбором соответствующего пункта в главном или контекстном меню. Для удобства
кнопка режима добавления на панели управления снабжена всплывающим меню,
вызывающимся нажатием стрелки вниз возле кнопки ![]() .
.
При добавлении позиции на экран выводится окно добавления.
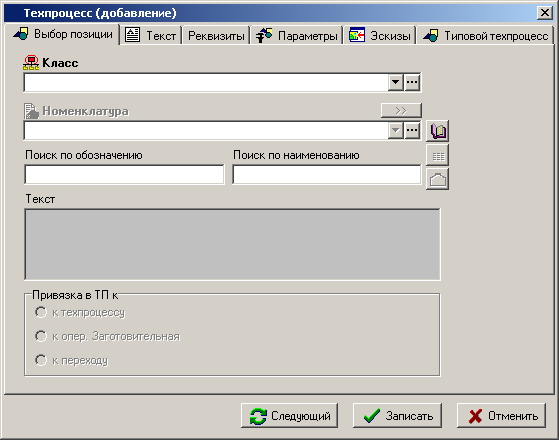
В поле «Класс» данного окна выбирается вид элемента ТП.
В поле «Номенклатура» собственно сам элемент.
Поля «Поиск по обозначению» и «Поиск
по наименованию» предназначены для быстрого поиска позиции техпроцесса в
номенклатурных справочниках системы. Главным отличием данного режима поиска от
поиска нажатием кнопки ![]() в поле «Номенклатура» является то, что
здесь поиск осуществляется не в рамках одного номенклатурного справочника, как
это описано в разделе 1.4.8, а по всем справочникам системы. Естественно, данные
справочники должны использоваться в технологии (см. раздел 5.2) и пользователь должен иметь на них права (см. раздел
13.2.1.3).
в поле «Номенклатура» является то, что
здесь поиск осуществляется не в рамках одного номенклатурного справочника, как
это описано в разделе 1.4.8, а по всем справочникам системы. Естественно, данные
справочники должны использоваться в технологии (см. раздел 5.2) и пользователь должен иметь на них права (см. раздел
13.2.1.3).
Поле «Текст» предназначено для удобства просмотра и содержит первые 255 символов текста, вводимого и редактируемого на закладке «Текст» данного окна. Необходимо также отметить, что закладка «Текст» первоначально содержит номенклатурный текст из справочника, и, например, для переходов и комментариев может впоследствии быть отредактирована с помощью встроенного редактора, как это описано в разделе 3.3.5.
После того как позиция ТП введена, можно приступать к ее редактированию. Поскольку реквизиты для различных позиций технологического процесса существенно отличаются друг от друга, рассмотрим их отдельно.
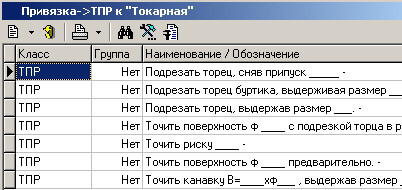
При вводе позиций техпроцесса с привязкой к
операции или к переходу можно воспользоваться кнопкой «Привязка» ![]() . При этом,
например, если к операции были привязаны переходы (см. раздел 2.9.1), то при вводе переходов данной операции выдается
список номенклатуры, привязанный к этой операции, что существенно ускоряет
процесс проектирования.
. При этом,
например, если к операции были привязаны переходы (см. раздел 2.9.1), то при вводе переходов данной операции выдается
список номенклатуры, привязанный к этой операции, что существенно ускоряет
процесс проектирования.
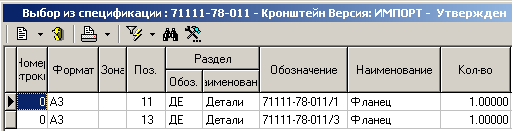
Точно также, если для номенклатурной позиции,
на которую разрабатывается технология, в системе имеется конструкторская
спецификация (например, сборочная технология), то элементы ТП (такие как детали
или сборочные единицы) можно заимствовать прямо из спецификации, используя
кнопку «Взять из спецификации» ![]() .
.
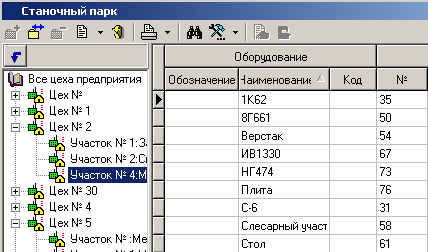
Если технология проектируется для конкретного
предприятия, то оборудование можно выбирать не из общего номенклатурного
справочника, а прямо из станочного парка предприятия (см. раздел 2.1.13) используя кнопку ![]() «Выбрать
из станочного парка». Тогда будет выбираться именно та модель, которая
имеется на данном участке. Если на участке имеется несколько экземпляров такой
модели, то конкретный экземпляр станка будет выбран позднее, в процессе
планирования производства (см. раздел 10.8).
«Выбрать
из станочного парка». Тогда будет выбираться именно та модель, которая
имеется на данном участке. Если на участке имеется несколько экземпляров такой
модели, то конкретный экземпляр станка будет выбран позднее, в процессе
планирования производства (см. раздел 10.8).
! См. также:
5 Проектирование технологии
5.4.1 Расцеховка
5.4.2 Основной материал
5.4.3 Операции
5.4.4 Оборудование
5.4.5 Переходы
5.4.6 Вспомогательный материал
5.4.7 Инструмент
5.4.8 Комментарий
5.4.9 Пользовательский класс
5.4.10 Закладка «Параметры»
5.4.11 Закладка «Текст»
5.4.12 Закладка «Эскизы»
5.4.13 Закладка «Типовой техпроцесс»
5.4.14 Закладка «Документы связанные с позицией»
| |