| 20.1.4 Показатели возможностей процессов по ГОСТ Р 50779.44–2001 |    |
| 20.1.4 Показатели возможностей процессов по ГОСТ Р 50779.44–2001 | |
Инструмент «Показатели возможностей процессов» применяется для предконтрактной оценки возможностей поставщика удовлетворять требования потребителя, при планировании качества разрабатываемой продукции, а также при приемке процессов на основе опытных партий, аттестации процессов, планировании приемочного контроля, внутренних и внешних аудитах.
Инструмент применяется для количественных данных, индивидуальные значения которых распределены по нормальному закону. Перед применением инструмента необходимо провести исследование стабильности процесса с использованием контрольных карт Шухарта, например, с помощью XS-карты по ГОСТ Р 50779.42-99 (X и S карты описаны в разделах 20.1.3.2 и 20.1.3.3 соответственно).
Результатом оценки стабильности является заключение о том, что процесс находится в одном из следующих состояний:
· стабилен по разбросу и по положению среднего арифметического (состояние А);
· стабилен по разбросу, но нестабилен по положению среднего арифметического (состояние Б);
· нестабилен по разбросу (состояние В).
В зависимости от результата оценки стабильности используются следующие показатели.
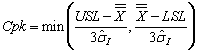
Для состояния А вычисляются показатели Cp (только для двустороннего допуска), Cpk по формулам
В формуле (3.77) N – объем объединенной выборки, ![]() (i=1…N) – результаты измерений параметра
качества.
(i=1…N) – результаты измерений параметра
качества.
Формула (3.78)
используется для вычисления ![]() только в
случае применения XS-карты.
Здесь коэффициент
только в
случае применения XS-карты.
Здесь коэффициент ![]() выбирается из
таблицы ГОСТ Р 50779.44–2001,
выбирается из
таблицы ГОСТ Р 50779.44–2001, ![]() – среднее
значение стандартных отклонений отдельных выборок.
– среднее
значение стандартных отклонений отдельных выборок. ![]() – это оценка стандартного отклонения,
обусловленного вкладом только случайных причин, воздействующих на процесс.
– это оценка стандартного отклонения,
обусловленного вкладом только случайных причин, воздействующих на процесс.
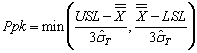
Для состояния Б вычисляются показатели Cp (по формуле (3.75)), а также Pp и Ppk по формулам
Здесь
![]() . (3.81)
. (3.81)
![]() – это оценка
стандартного отклонения с учетом действия случайных и неслучайных причин.
– это оценка
стандартного отклонения с учетом действия случайных и неслучайных причин.
Для состояния В вычисляются показатели Pp и Ppk, определенные формулами (3.79) и (3.80).
Для двустороннего допуска по найденным значениям Cp и Cpk можно вычислить уровень несоответствий продукции в процентном отношении или в числе несоответствующих единиц на миллион единиц продукции. Вероятность несоответствий P вычисляется из следующих формул:
Для случая ![]()
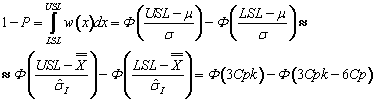 . (3.82)
. (3.82)
Здесь ![]() – распределение параметра качества, μ и
σ – параметры распределения, Ф(x) определяется формулой (2.20).
– распределение параметра качества, μ и
σ – параметры распределения, Ф(x) определяется формулой (2.20).
Для случая ![]()
![]() . (3.83)
. (3.83)
Расчет уровня несоответствий в процентах производится по
формуле
![]() . (3.84)
. (3.84)
Расчет числа несоответствующих единиц на миллион единиц продукции производится по формуле
![]() . (3.85)
. (3.85)
В случае одностороннего допуска выражения для вычисления P имеют следующий вид.
Для ограничения снизу
 . (3.86)
. (3.86)
Для ограничения сверху
 . (3.87)
. (3.87)
В случае нестабильного процесса для расчета вероятности несоответствий P используются те же формулы, но в них показатель Cp заменяется на Pp, а Cpk на Ppk.
! См. также:
| |