| 20.1.3.4 Контрольная карта Шухарта по альтернативному признаку, P – карта |    |
| 20.1.3.4 Контрольная карта Шухарта по альтернативному признаку, P – карта | |
Как уже было сказано выше, альтернативные данные не связаны с результатами измерений, представленными в виде числовых значений. Альтернативные данные представляют собой бинарный код, в котором, например, единице сопоставлено состояние годности контролируемого изделия, а нулю – состояние брака. Такое кодирование позволяет описывать ситуации, когда контроль производится по качественным признакам без применения измерительных приборов и вывод о состоянии изделия ограничивается выводом типа годное-брак. К альтернативному контролю приходим и при контроле изделий, имеющих несколько измеряемых разнотипных параметров качества, когда в конечном счете нас интересует годны ли все измеренные параметры или хотя бы один из них не укладывается в допуск по техническим условиям и поэтому все изделие следует считать бракованным. И наконец еще один вариант контроля, когда он производится с использованием калибров, что характерно в особенности для механообрабатывающего производства.
Наиболее распространенной картой контроля по альтернативному признаку является P- карта Шухарта. Алгоритм действия этой карты (ГОСТ Р 50.1.018-98) состоит в следующем. Определяется минимальное число контролируемых объектов в выборках n (в качестве объекта может выступать отдельное изделие или совокупность изделий, которым в результате контроля сопоставляется вывод годное-брак). По каждой выборке (подгруппе) находится относительная доля брака p=m/n, где m – число бракованных объектов, зарегистрированных в выборке. Эти относительные доли наносятся на КК и сравниваются с имеющимися на карте контрольными границами. Выход очередной точки за верхнюю контрольную границу означает разладку процесса, выход за нижнюю границу КК сигнализирует об улучшении технологического процесса и возможности зафиксировать процесс в этом новом состоянии.
Минимально необходимое число объектов в выборке n находится из условия, что ожидаемое среднее количество бракованных объектов в выборках (подгруппах) должно быть не меньше пяти (ГОСТ Р 50.1.018-98). Отсюда следует
![]() . (3.30)
. (3.30)
Отметим, что выполнение этого условия может привести к необходимости использования весьма значительных объемов выборок, для построения контрольной карты. Так, при ожидаемой вероятности брака процесса p=0,01 требуемый объем выборки n=500.
Рассмотрим расчет границ
P-карты Шухарта.
Предположим, что вероятность брака анализируемых объектов ![]() известна
(известна точность оборудования, параметров комплектующих и материалов,
имеется обширная статистика о случаях брака). Предположим также, что объемы
выборок одинаковы. В этом случае
центральная линия КК
известна
(известна точность оборудования, параметров комплектующих и материалов,
имеется обширная статистика о случаях брака). Предположим также, что объемы
выборок одинаковы. В этом случае
центральная линия КК
Для нахождения верхней и нижней границ КК положим, что число наблюдаемых случаев брака m укладывается в схему независимых испытаний и подчиняется биномиальному закону распределения (1.27)
![]() . (3.32)
. (3.32)
Здесь ![]() обозначает вероятность брака объекта контроля.
В соответствии с биномиальным законом
распределения среднее значение числа бракованных
единиц продукции
обозначает вероятность брака объекта контроля.
В соответствии с биномиальным законом
распределения среднее значение числа бракованных
единиц продукции ![]() вычисляется по формуле
вычисляется по формуле
дисперсия – по формуле
С учетом трех последних соотношений найдем среднее значение и дисперсию статистики m/n, используемой в КК. Очевидно, что
![]()
![]() , (3.36)
, (3.36)
 . (3.37)
. (3.37)
Отсюда следуют соотношения для расчета границ КК
При неизвестной вероятности брака объектов контроля в
выражениях для контрольных границ (3.31), (3.38), (3.39). следует заменить точные значения вероятностей брака ![]() на их оценки
на их оценки ![]() , полученные
в результате анализа процесса на заведомо стабильном интервале работы. В
остальном вид указанных соотношений остается без изменений. В результате
формулы для расчета контрольных границ принимают вид
, полученные
в результате анализа процесса на заведомо стабильном интервале работы. В
остальном вид указанных соотношений остается без изменений. В результате
формулы для расчета контрольных границ принимают вид
При выводе соотношений для расчета границ КК
предполагалось, что объемы анализируемых выборок (подгрупп) одинаковы. В
реальных условиях это не всегда достижимо. В связи с этим в ГОСТ 50779.42-99
приведен алгоритм P –
карты, учитывающий, что объемы выборок в подгруппах могут быть разными. В этом
случае правила формирования границ КК
(3.38), (3.39), (3.41), (3.42) остаются
прежними, но эти границы не остаются постоянными для всей КК,
а вычисляются отдельно для каждой выборки (подгруппы). Если объем подгрупп
меняется несущественно, то ограничиваются одним набором границ, основанном на
среднем объеме подгруппы. Для практических целей достаточно, если объемы
подгрупп находятся в пределах ![]() от
целевого объема подгруппы. Альтернативный вариант для ситуаций, в которых объем
группы меняется существенно, - использование нормированных переменных.
Например, вместо значений P
на карту наносят нормированные значения
от
целевого объема подгруппы. Альтернативный вариант для ситуаций, в которых объем
группы меняется существенно, - использование нормированных переменных.
Например, вместо значений P
на карту наносят нормированные значения
 (3.43)
(3.43)
или
 . (3.44)
. (3.44)
Очевидно, что для этих новых координат центральная линия и контрольные границы остаются постоянными и равными соответственно
![]() , (3.45)
, (3.45)
![]() , (3.46)
, (3.46)
![]() . (3.47)
. (3.47)
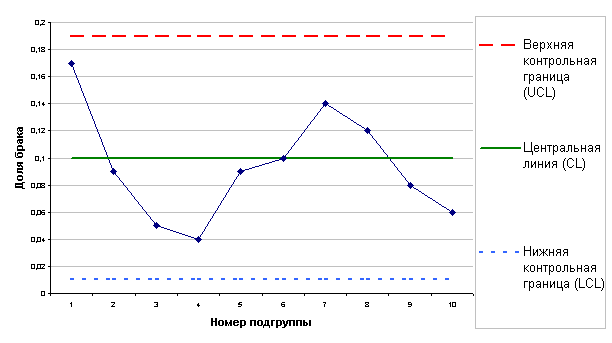
На рисунке рисунке 3.3 приведен пример выполнения P карты для некоторого процесса, находящегося в статистически устойчивом состоянии.
Рисунок 3.3. P- карта Шухарта для альтернативных данных
! См. также:
| |