Процедура импорта данных технологических процессов из внешних баз данных вызывается из главного меню TechnologiCS
«Файл» - «Импорт» - «Тех. процессы».
В появившемся окне необходимо указать имя файла, содержащего импортируемые технологические процессы.
Если структура файла не отвечает требованиям системы, то выдается соответствующая диагностика и пока не будет указан файл необходимой структуры, импорт технологических процессов будет невозможен.
При успешном открытии файла в нижней части окна выводится диагностика о количестве номенклатурных позиций и количестве записей в базе данных. По нажатии кнопки «ОК» выдается диалоговое окно:
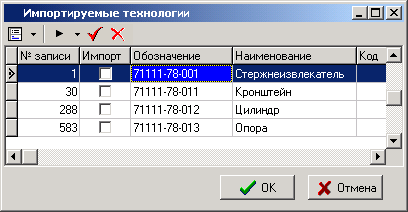
В столбце «Импорт» нужно отметить те позиции, для которых следует перезаписать версии ТП. Этот флаг ставится автоматически при соблюдении следующих условий:
· Если в системе нет ни одной версии ТП;
· Если список параметров у загружаемой версии не совпадает ни с одним из списков параметров к имеющимся в системе версий ТП;
· Если список параметров совпадает, но отличаются их значения.
Во всех остальных случаях этот флаг не проставляется.
Операции, связанные со сравнением параметров версий, выполняются только при наличии поднятого флага «Сравнить параметры версий».
Флаг «Импорт» можно проставить или снять и следующим способами:
· Нажать левую клавишу мыши на отметке. Если флаг был установлен, то при нажатии он будет снят, если же был снят - то будет установлен.
·
Выделить записи. При нажатии
кнопки ![]() всем выделенным
записям этот флаг будет установлен, а при нажатии кнопки
всем выделенным
записям этот флаг будет установлен, а при нажатии кнопки ![]() - снят.
- снят.
|
|
Зависимые
объекты При помощи кнопки |
·
![]() «Параметры импортируемой
версии»
«Параметры импортируемой
версии»
·
![]() «Номенклатурная позиция»
«Номенклатурная позиция»
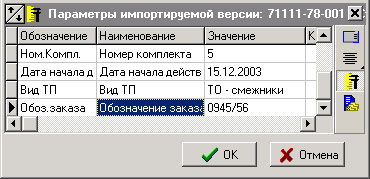
Параметры импортируемой версии
В режиме ![]() «Параметры импортируемой
версии» отображается перечень и значения параметров импортируемой
версии ТП.
«Параметры импортируемой
версии» отображается перечень и значения параметров импортируемой
версии ТП.
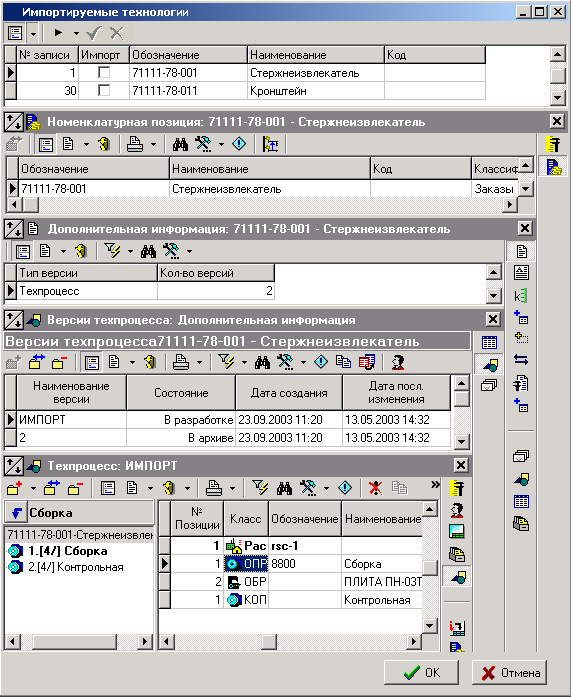
Номенклатурная позиция
В режиме ![]() «Номенклатурная позиция»
отображается вся информация о номенклатурной позиции.
«Номенклатурная позиция»
отображается вся информация о номенклатурной позиции.
Ниже приведен пример экрана просмотра имеющихся в системе технологических процессов на позицию.
После выполнения операций выделения позиций к загрузке выводится и нажатия кнопки «ОК» выдается следующее диалоговое окно:
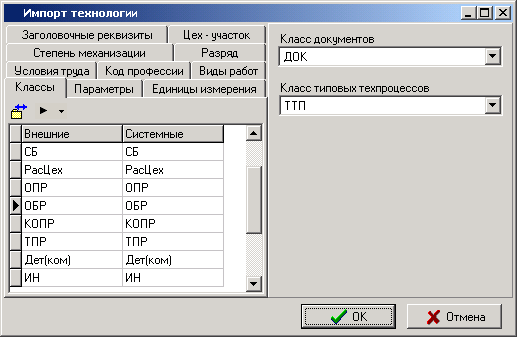
Этот экран содержит закладки, на которых можно проводить ряд действий, специфичный для каждой из них:
На закладке «Классы» и «Параметры» производится сопоставление классов и параметров соответственно. Процедура их сопоставления и ограничения те же, что и при работе с импортируемой номенклатурой (см. раздел 15.9.1)
На закладках «Единицы измерения», «Заголовочные реквизиты», «Цех-участок», «Степень механизации», «Разряд», «Условия труда», «Код профессии», «Виды работ» проводится сопоставление значений, находящихся во внешней базе, с системными (введенными в базу данных) значениями. Если это соответствие не установлено, импорт техпроцессов невозможен. Исключение составляет справочник цехов-участков, который при импорте пополняется значениями из внешней базы данных.
В реквизите «Класс документов» задается класс, куда будут записаны документы технологической операции и операционные эскизы.
В реквизите «Класс типовых технологических процессов» задается класс, куда будут записаны ссылки на типовые технологические процессы, указанные в технологических операциях.
Структура файла импорта технологических процессов
Все поля символьного типа.
|
Поле |
Длина |
Комментарий |
|
T0 |
10 |
Счетчик |
|
T1 |
20 |
Тип записи (литера) |
|
T2 |
20 |
Класс |
|
T3 |
80 |
Значения этого и последующих полей зависят от литеры в поле N1 |
|
T4 |
254 |
|
|
T5 |
30 |
|
|
T9 |
254 |
|
|
T6, T7, T8, T10, T11, T12, T13, T14, T15 |
20 |
|
|
T16, T17 |
254 |
|
|
T18, T19, T20, T21, T22 |
20 |
|
Ниже приведена таблица, описывающая значения полей в зависимости от установленной литеры.
|
Поле |
Литера |
Комментарий |
|
|
ZGL |
Заголовок номенклатурной позиции |
|
T2 |
|
Обозначение класса |
|
T3 |
|
Обозначение номенклатурной позиции |
|
T4 |
|
Наименование номенклатурной позиции |
|
T5 |
|
Код номенклатурной позиции |
|
Т16 |
|
Наименование
версии |
|
|
PAR_V |
Параметр версии ТП |
|
T3 |
|
Обозначение параметра |
|
T4 |
|
Наименование параметра |
|
T5 |
|
Код параметра (GUID) |
|
T6 |
|
Групповой код параметра |
|
T9 |
|
Значение параметра |
|
|
AWT |
Заголовочные реквизиты технологического процесса |
|
T3 |
|
Обозначение заголовочного реквизита |
|
T4 |
|
Наименование заголовочного реквизита |
|
|
MZA |
Материал заготовки |
|
T2 |
|
Обозначение класса материала заготовки |
|
T3 |
|
Обозначение номенклатурной позиции материала заготовки |
|
T4 |
|
Наименование номенклатурной позиции материала заготовки |
|
T5 |
|
Код номенклатурной позиции материала заготовки |
|
T6 |
|
Обозначение цеха потребителя материала |
|
T7 |
|
Наименование участка потребителя материала |
|
T8 |
|
Наименование единицы измерения материала заготовки |
|
T9 |
|
Наименование единицы измерения нормы расхода материала |
|
T10 |
|
Единица нормирования материала заготовки |
|
T11 |
|
Количество деталей из заготовки |
|
T12 |
|
Ширина реза |
|
T13 |
|
Длина заготовки |
|
T14 |
|
Ширина заготовки |
|
T15 |
|
Высота заготовки |
|
T16 |
|
Размер заготовки (поясняющая информация) |
|
T17 |
|
Код заготовки (по классификатору предприятия) |
|
T18 |
|
Масса заготовки |
|
T19 |
|
Норма расхода материала |
|
T20 |
|
Чистый вес детали |
|
T21 |
|
Номер цеха поставщика материала заготовки |
|
T22 |
|
Номер участка поставщика материала заготовки |
|
|
OPR |
Технологическая операция |
|
T2 |
|
Обозначение класса технологической операции |
|
T3 |
|
Обозначение технологической операции |
|
T4 |
|
Наименование технологической операции |
|
T5 |
|
Код технологической операции |
|
T6 |
|
Обозначение цеха, в котором выполняется технологическая операция |
|
T7 |
|
Обозначение участка, в котором выполняется технологическая операция |
|
T9 |
|
Обозначение рабочего места, на котором выполняется технологическая операция |
|
Т10 |
|
Обозначение типового технологического процесса |
|
|
OBR |
Технологическое оборудование |
|
T2 |
|
Обозначение класса оборудования |
|
T3 |
|
Обозначение номенклатурной позиции оборудования |
|
T4 |
|
Наименование номенклатурной позиции оборудования |
|
T5 |
|
Код номенклатурной позиции оборудования |
|
T9 |
|
Обозначение степени механизации (на основе этого поля пополняется справочник степеней механизации) |
|
T10 |
|
Обозначение разряда (на основе этого поля пополняется справочник разрядов работ) |
|
T11 |
|
Обозначение условий труда (на основе этого поля формируется справочник условий труда) |
|
T12 |
|
Код профессии (на основе этого поля формируется справочник кодов профессии) |
|
T13 |
|
КОИД (количество одновременно изготавливаемых деталей). |
|
T14 |
|
Количество работающих |
|
T15 |
|
Объем партии |
|
T16 |
|
Коэффициент штучного времени |
|
T17 |
|
|
|
T18 |
|
Подготовительно-заключительное время на операцию в часах |
|
T19 |
|
Штучное время на операцию в часах |
|
T20 |
|
|
|
|
TPR |
Технологический переход |
|
T2 |
|
Обозначение класса технологического перехода |
|
T3 |
|
Обозначение технологического перехода |
|
T4 |
|
Наименование технологического перехода |
|
T5 |
|
Код технологического перехода |
|
T9 |
|
Предел измерения (ПИ) |
|
T10 |
|
Диаметр или ширина (D или B) |
|
T11 |
|
Длина (мм) |
|
T12 |
|
Шаг или глубина (t) |
|
T13 |
|
Число проходов |
|
T14 |
|
Подача (мм/оборот) |
|
T15 |
|
Число оборотов |
|
T16 |
|
Скорость резания (V) |
|
T17 |
|
Машинное время на переход в минутах |
|
|
INS |
Инструмент |
|
T2 |
|
Обозначение класса инструмента |
|
T3 |
|
Обозначение номенклатурной позиции инструмента |
|
T4 |
|
Наименование номенклатурной позиции инструмента |
|
T5 |
|
Код номенклатурной позиции инструмента |
|
T9 |
|
Стойкость инструмента |
|
T10 |
|
Количество инструмента |
|
T11 |
|
Время работы инструмента |
|
T12 |
|
Примечание |
|
|
PRI |
Примечание к технологическому процессу |
|
T2 |
|
Обозначение класса примечания |
|
T4 |
|
Текст примечания |
|
|
DOC |
Документация к технологической операции |
|
T2 |
|
Обозначение класса документации |
|
T3 |
|
Обозначение номенклатурной позиции документа |
|
T4 |
|
Наименование номенклатурной позиции документа |
|
T5 |
|
Код номенклатурной позиции документа |
|
|
WMA |
Вспомогательный материал или комплектующее |
|
T2 |
|
Обозначение класса вспомогательного материала |
|
T3 |
|
Обозначение номенклатурной позиции вспомогательного материала |
|
T4 |
|
Наименование номенклатурной позиции вспомогательного материала |
|
T5 |
|
Код номенклатурной позиции вспомогательного материала |
|
T8 |
|
Обозначение единицы измерения |
|
T9 |
|
Обозначение единица измерения веса |
|
T10 |
|
Количество единиц измерения |
|
T11 |
|
Единица нормирования вспомогательного материала |
|
T12 |
|
Объем производственной партии |
|
T13 |
|
Норма расхода материала |
|
T14 |
|
Коэффициент нормирования |
|
|
RSС |
Расцеховка (предварительный маршрут движения) |
|
T2 |
|
Обозначение класса расцеховки (предварительного маршрута) |
|
T3 |
|
Обозначение номенклатурной позиции расцеховки (например:RCS-1) |
|
T4 |
|
Наименование номенклатурной позиции расцеховки (например: Первый предварительный маршрут) |
|
T6 |
|
Номер цеха в предварительном маршруте |
|
T7 |
|
Номер участка в предварительном маршруте |
|
T9 |
|
Обозначение вида работ (на основе этого поля формируется справочник видов работ) |
|
|
PAR |
Параметр позиции технологического процесса |
|
T3 |
|
Обозначение параметра |
|
T4 |
|
Наименование параметра |
|
T5 |
|
Код параметра (GUID) |
|
T6 |
|
Групповой код параметра |
|
T9 |
|
Значение параметра |
|
|
PREVIEW |
Эскиз(принадлежит выше указанной позиции ТП |
|
T3 |
|
Обозначение документа |
|
T4 |
|
Наименование документа |
|
T9 |
|
Наименование эскиза (пусто если системный) |
|
T16 |
|
Наименование версии документа |
|
T17 |
|
Вид документа |
См. также: