Данный режим предназначен для назначения на конкретные станки технологических операций. Режим вызывается из меню:
«Производство» - «Загрузка оборудования».
При вхождении в этот режим выдается экран следующего вида:
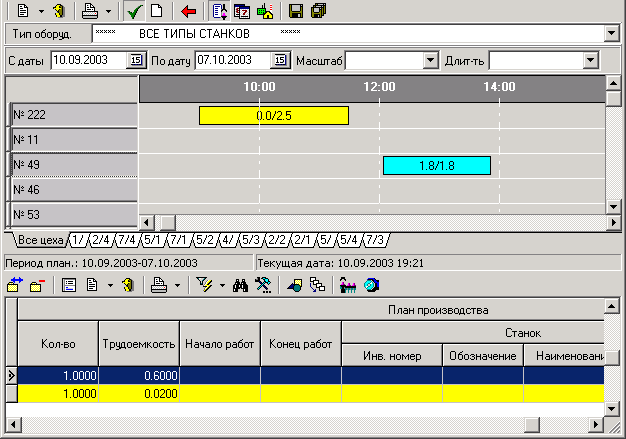
В левой части экрана выдается перечень инвентарных номеров оборудования, а в основном поле - отрезки, отражающие загрузку станка. Цифра на отрезке - трудоемкость операции в часах и через дробь - длительность ее выполнения. Выводятся только те инвентарные номера оборудования, которые удовлетворяют рабочему профилю.
Для управления процессом назначения операций на конкретные единицы оборудования служат управляющие элементы:
·
![]() «Автоматически
обновлять изменения». Обновляет основное поле экрана при внесении любого
изменения.
«Автоматически
обновлять изменения». Обновляет основное поле экрана при внесении любого
изменения.
·
![]() «Рабочий
профиль». Позволяет назначить/изменить рабочий профиль.
«Рабочий
профиль». Позволяет назначить/изменить рабочий профиль.
·
![]() «Назначить
выделенные работы на выделенные станки».
«Назначить
выделенные работы на выделенные станки».
·
![]() «Показать
работы к назначению». Выводит в нижней части экрана список позиций плана, у
которых не назначены работы оборудование. Записи выводятся с цветовой
индикацией:
«Показать
работы к назначению». Выводит в нижней части экрана список позиций плана, у
которых не назначены работы оборудование. Записи выводятся с цветовой
индикацией:
· «Красный» - нет такого оборудования в цехе или не назначено оборудование или цех. Это означает что для операции позиции плана не назначен цех изготовитель, либо не задана модель оборудования или же указанная модель оборудования отсутствует в списке инвентарных номеров цеха.
· «Розовый» - позиция не попадает в период планирования. У позиции задана дата изготовления, находящаяся за пределами диапазона «С даты» - «По дату».
· «Желтый» - дата не назначена. Дата изготовления вообще не введена.
· «Светло-зеленый» - работа уже назначена.
Окно целиком повторяет состав реквизитов и предоставляемые возможности режима «План производства» (см. раздел 10.7.9).
·
![]() «Взять
минимальную дату из профиля». Выбирает минимальное значение даты запуска и
максимальное значение даты выпуска из позиций заказов профиля и присваивает эти
значения полям «С даты» и «По дату» соответственно.
«Взять
минимальную дату из профиля». Выбирает минимальное значение даты запуска и
максимальное значение даты выпуска из позиций заказов профиля и присваивает эти
значения полям «С даты» и «По дату» соответственно.
·
![]() «Разрешить
смену цеха в пределах профиля для станков одного типа».
«Разрешить
смену цеха в пределах профиля для станков одного типа».
·
![]() «Сохранить
выделенную позицию» (становится доступна при выполнении назначения работ и
позиционировании на вновь назначенную работу).
«Сохранить
выделенную позицию» (становится доступна при выполнении назначения работ и
позиционировании на вновь назначенную работу).
·
![]() «Сохранить
все» (становится доступна при выполнении назначения работ).
«Сохранить
все» (становится доступна при выполнении назначения работ).
·
![]() «Тип
оборуд.». Выпадающий список позволяет ограничить инвентарные номера
определенной моделью оборудования или вывести все доступные (все типы станков).
«Тип
оборуд.». Выпадающий список позволяет ограничить инвентарные номера
определенной моделью оборудования или вывести все доступные (все типы станков).
·
![]() «С
даты». Задает начало отсчета в основном поле.
«С
даты». Задает начало отсчета в основном поле.
·
![]() «По
дату». Задает окончание отсчета в основном поле.
«По
дату». Задает окончание отсчета в основном поле.
·
![]() «Масштаб».
Задает масштаб вывода в основном поле. Может принимать значения: «2 часа», «8
часа», «12 часов», «Сутки», «Неделя», «Декада», «Месяц», «По ширине».
«Масштаб».
Задает масштаб вывода в основном поле. Может принимать значения: «2 часа», «8
часа», «12 часов», «Сутки», «Неделя», «Декада», «Месяц», «По ширине».
·
![]() - Задает длительность периода (меняет значения
поля «По дату»).
- Задает длительность периода (меняет значения
поля «По дату»).
Для того чтобы назначить работы следует:
· Удерживая клавишу «Shift» выделить нужные инвентарные номера оборудования на которые эти работы будут назначаться;
· Установить период, за который нужно назначить работы;
·
Выделить в нижней части необходимые записи и
нажать кнопку ![]() «Назначить
выделенные работы на выделенные станки».
«Назначить
выделенные работы на выделенные станки».
Выдается запрос:
· При нажатии кнопки «Да», запускается процедура на выполнение.
· При нажатии кнопки «Нет», никаких операций не производится.
В процессе выполнения могут возникать ошибки, диагностика которых выглядит следующим образом:

· При нажатии кнопки «Нет», позиция будет пропущена.
· При нажатии кнопки «Отмена», процесс расстановки будет прекращен.
· При нажатии кнопки «Да», выводится окно редактирования следующего вида:
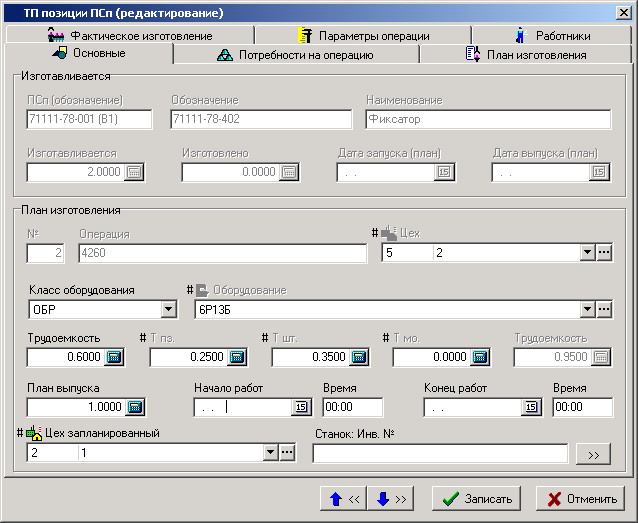
В этом окне предоставляется возможность исправить дату запуска, после чего процесс расстановки будет продолжен. После его завершения выдается следующая диагностика:

При нажатии кнопки «Подробно>>», выдается диагностика о причинах, по которым позиции были отвергнуты. Причины могут быть следующие:
· Позиция вышла из заданного диапазона времени. Это означает что плановая дата присвоенная технологической операции при расчете циклограммы или вручную, выходит за пределы заданные в этом режиме.
· Нет такого оборудования в цехе. Это означает, что в технологической операции задана такая модель оборудования, которая реально в цехе (заданном там же) не существует.
После нажатия «ОК», назначенные позиции в основном поле выводятся зеленым цветом,
становится доступна кнопка ![]() «Сохранить
все».
«Сохранить
все».
При нажатии кнопки ![]() «Сохранить
все», в базу записываются назначенные работы.
«Сохранить
все», в базу записываются назначенные работы.
Чтобы изменить автоматически назначенные работы следует:
· Встать на позицию и нажать дважды на левую клавишу мыши, при этом появляется диалоговое окно следующего вида:
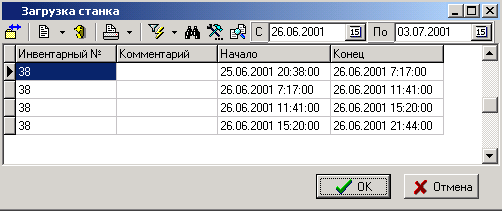
Для управления используются следующие кнопки:
·
![]() «Редактировать
текущую запись»;
«Редактировать
текущую запись»;
·
![]() «Где
задействовано»;
«Где
задействовано»;
·
![]() «С»
начальная дата, с которой задействован станок;
«С»
начальная дата, с которой задействован станок;
·
![]() «По» конечная дата до которой задействован
станок.
«По» конечная дата до которой задействован
станок.
Начальная и конечная дата задают диапазон записей, выводимых на экран.
При нажатии кнопки ![]() «Где
задействовано» выдается диалоговое окно с детальной информацией по этой
работе (как это описано в техпроцессе).
«Где
задействовано» выдается диалоговое окно с детальной информацией по этой
работе (как это описано в техпроцессе).
Нажатие кнопки ![]() «Редактировать
текущую запись» вызывает диалоговое окно следующего вида:
«Редактировать
текущую запись» вызывает диалоговое окно следующего вида:
В этом окне можно вручную откорректировать дату и время начала и конца назначенной на станок технологической операции.
Если происходит наложение информации (на один и тот же станок в одно время назначены разные операции), то такие места пересечения выводятся красным цветом.
В этом режиме также отражаются длительности планово-предупредительных ремонтов. Кроме того, предоставляется возможность перемещать назначенные работы при помощи мыши.
См. также: