Закладка «Фактическое изготовление» служит для ввода информации о выполнении технологических операций. На этой закладке выводится окно следующего вида:
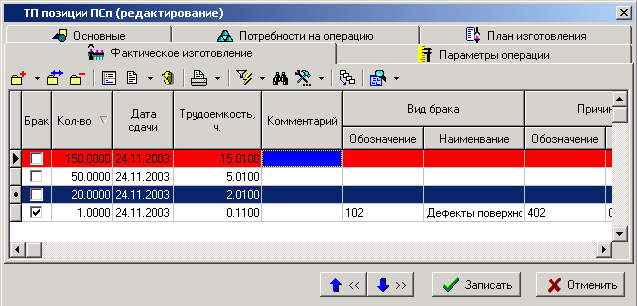
Красным цветом выводятся записи при конфликте в назначении оборудования (в плане задан одно подразделение, а конкретный станок на работу назначен из другого).
Для ввода новой информации о фактической
сдаче используется кнопка ![]() «Добавить»,
имеющая выпадающее меню следующего вида:
«Добавить»,
имеющая выпадающее меню следующего вида:
И по той и по другой команде выводится окно редактирования (см. ниже) со следующими отличиями:
· «Добавить» выводит значение «Сдано» равное плановой цифре.
· «Добавить оставшуюся фактическую сдачу» выводит значение «Сдано» равное плановой цифре за минусом ранее сданного количества. Если количество сданных деталей больше либо равно плановому, то выдается сообщение «Оформлено все исходное количество» и окно ввода факта не выводится.
В обоих режимах значение трудоемкости рассчитывается умножением количества «Сдано» на штучное время плюс подготовительно-заключительное время.
Все реквизиты, выводимые на этой закладке,
доступны на форме редактирования, вызываемого по кнопке ![]() «Редактировать»
следующего вида:
«Редактировать»
следующего вида:
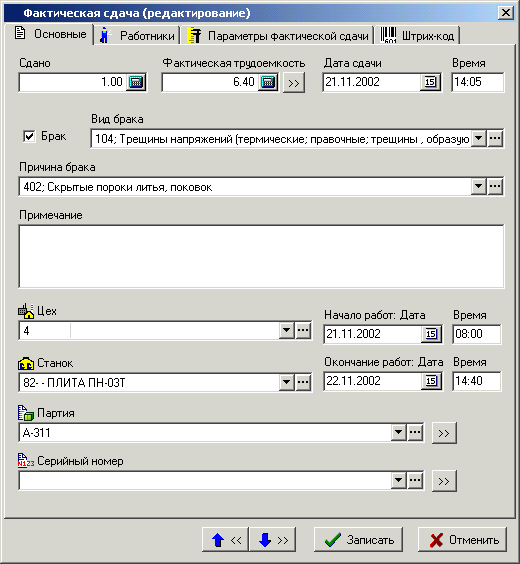
Для редактирования доступны следующие поля:
· «Сдано» - вводится количество деталей, сданных по операции,
· «Фактическая трудоемкость» - вводится фактически затраченное время работы оборудования на выполнение операции,
· «Дата и время сдачи». Здесь заполняется дата и время сдачи детали по операции,
· При поднятом флаге «Брак» доступны для заполнения поля «Вид брака» и «Причина брака» для ввода значений в них используются соответствующие справочники,
· «Примечание». В этом поле вводится любая поясняющая информация,
· «Цех» - выбирается подразделение, в котором выполнена технологическая операция,
· «Станок»- выбирается конкретный станок, с которого сдается деталь,
· «Начало работ». Вводится дата и время начала выполнения операции
· «Окончание работ». Вводится дата и время окончания выполнения операции
· «Партия». Вводится партия к которой будет относиться фактически изготовленная позиция.
· «Серийный номер». Если позиции при фактическом изготовлении присваивается серийный номер.
Для облегчения расчета трудоемкости используется меню следующего вида

Первый способ полезен при многократной фактической сдаче, а второй - при оформлении сдачи деталей с длительным циклом обработки в случае если предварительно показывалась трудоемкость без указания количества сданных деталей.
Для ввода значений параметров фактической
сдачи используется кнопка ![]() ,
имеющая выпадающее меню следующего вида:
,
имеющая выпадающее меню следующего вида:
Использование карточек позволяет сократить время ввода информации о параметрах фактической сдачи. Введенный список параметров и их значения заносятся на закладку «Параметры фактической сдачи».
На закладке «Работники», заполняется информация о работниках, сдавших детали по операции. Реквизиты, заполняемые на ней корректируются или вводятся посредством формы, имеющей следующий вид:
По каждой записи фактической сдачи можно назначить несколько работников ее выполнивших.
На закладке «Параметры сдачи» заполняется список параметров, зарегистрированных при приемке детали с технологической операции. Вид формы на экране при этом следующий:
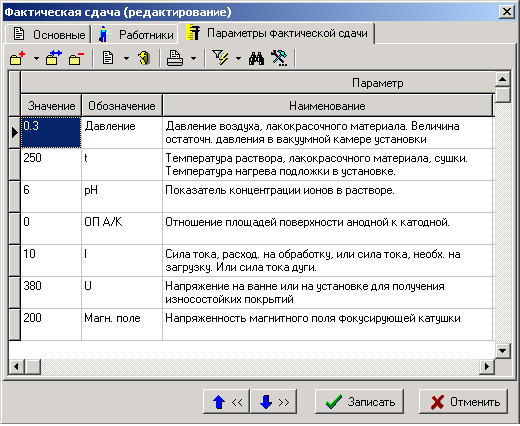
На этой форме выполняется ввод и корректировка параметров, значения которых измерены при приемке детали с технологической операции.
Для ввода новых и редактирования значений ранее введенных параметров служит следующая форма редактирования:
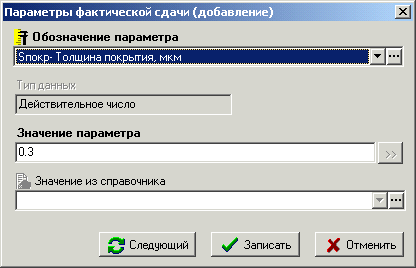
Кроме вышеописанного способа ввода через карточки существуют еще следующие способы ввода параметров:
· Взять список и значения параметров из технологических параметров операции.
· Взять список и значения параметров из номенклатурной позиции плана.
· Скопировать и вставить список и значения параметров из другой записи фактической сдачи.
Эти способы вызываются через контекстное
меню или меню кнопки ![]() «Добавить».
«Добавить».
См. также: