На каждой технологической операции может использоваться несколько типов оборудования, которые вводятся последовательно одно за другим и автоматически привязываются к текущей операции. При этом, поскольку оборудование может быть привязано только к операции, в блоке «Привязка в ТП к» автоматически назначается кнопка «к операции».
При последующем редактировании оборудования на закладке «Реквизиты» вводятся следующие поля:
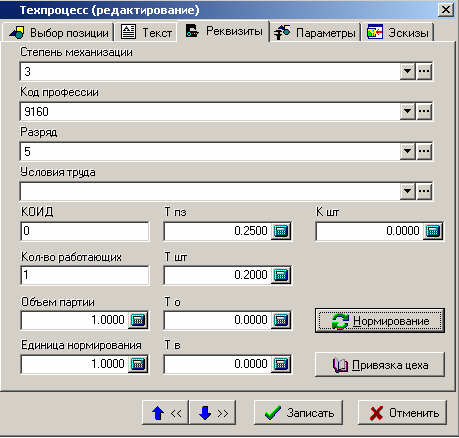
из вспомогательных справочников системы (см. раздел 2.1) выбираются:
· Степень механизации,
· Код профессии,
· Разряд,
· Условия труда.
Вводятся:
· количество одновременно изготавливаемых деталей (КОИД),
· количество работающих,
· объем производственной партии,
· единица нормирования,
· коэффициент штучного времени (Кшт) при многостаночном обслуживании;
Вводятся или вычисляются при нажатии кнопки ![]() из переходов операции, к которой введено
данное оборудование:
из переходов операции, к которой введено
данное оборудование:
· Тпз - норма подготовительно-заключительного времени,
· Тшт - норма штучного времени,
· То - основное время,
· Тв - вспомогательное время.
Более подробно процесс нормирования будет описан в разделе 7.3.
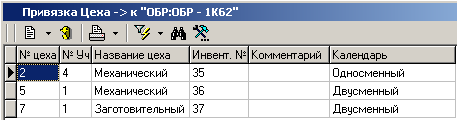
Кнопка «Привязка цеха» позволяет выбрать оборудование, исходя из привязок оборудования к цехам (см. раздел 2.1.13 «Станочный парк») и автоматически занести атрибут «Цех» для операции, к которой данное оборудование относится. При этом выдается список для выбора.
См. также: