| 20.2.13 Показатели возможностей процессов |    |
| 20.2.13 Показатели возможностей процессов | |
Показатели возможностей характеризуют потенциальные и фактические возможности процесса удовлетворять установленным техническим допускам для значений выходного показателя качества, измеряемого по количественному признаку. Показатели возможностей процессов вычисляются согласно ГОСТ Р 50779.44–2001.
Для применения этого инструмента необходимо выполнение следующих условий:
· Индивидуальные значения показателей качества отдельных единиц продукции должны подчиняться нормальному закону распределения или близкому к нему.
· Предварительно должна быть проведена оценка стабильности процесса по ГОСТ Р 50779.42 (Можно сделать это, воспользовавшись средствами, описанными в разделе 20.2.8).
· Изменчивость результатов измерений, обусловленная измерительной системой, а не только погрешностью измерительных приборов, должна быть мала по сравнению с техническим допуском.
При условии, что в окне «Статистические методы» был выбран инструмент «Показатели возможностей процессов», появляется окно «Стабильность процесса».

В случае если информация о стабильности процесса уже имеется, следует выбрать один из вариантов в группе «Информация о стабильности». В противном случае следует нажать кнопку «Установить стабильность процесса с помощью XS-карты». При этом будет запущен инструмент «XS карта» (раздел 20.2.8).
· По завершении работы XS-карты или при нажатии кнопки «Далее» появится окно «Параметры выборок и пределы поля допуска».
· Нажмите кнопку «Отмена», чтобы вернуться к окну «Статистические методы» (см. раздел 20.2.2)
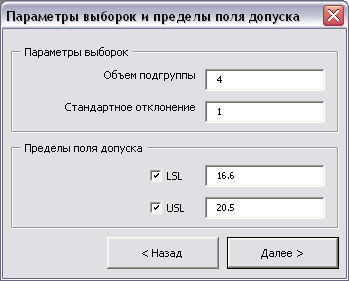
В окне «Параметры выборок и пределы поля допуска» следует указать объем подгруппы, стандартное отклонение группированных данных (эти параметры будут заполнены автоматически, если переход в окно «Параметры выборок и пределы поля допуска» был выполнен по завершении работы XS-карты). Также следует указать наименьшее (LSL) и наибольшее (USL) предельные значения показателя качества. В случае двустороннего допуска необходимо установить оба флажка «USL» и «LSL», при одностороннем допуске – один.
Примечание: а) Кнопка «Далее» становится активной при условии заполнения всех активных текстовых полей и наличия хотя бы одного установленного флажка («USL» или «LSL»).
б) Если установлена нестабильность процесса по разбросу, группа «Параметры выборок» будет неактивна.
· Нажмите кнопку «Далее», чтобы перейти к окну «Показатели возможностей процессов».
· Нажмите кнопку «Назад», чтобы вернуться к окну «Стабильность процесса».
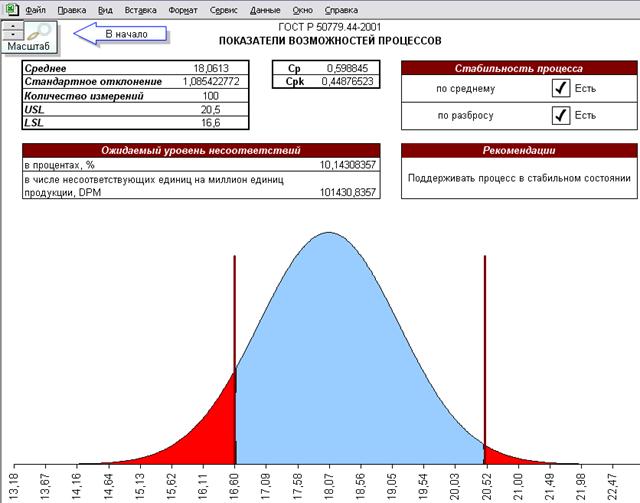
В окне «Показатели возможностей процессов» представлены результаты
анализа. Индексы, соответствующие состоянию стабильности процесса, отображаются
в центральной верхней части окна (в случае, когда процесс стабилен по разбросу
и по среднему, а допуск по ТУ двусторонний, такими индексами являются Cp и Cpk). В верхней части окна также
приведены значения ожидаемого уровня несоответствий, параметры выборки и
пределы допуска, информация о стабильности процесса и рекомендуемые действия. В
нижней части расположен график распределения параметра, построенный по оценкам
среднего и дисперсии. На этом графике синяя область соответствует участку
распределения, лежащему в пределах допуска, а красные области – вне пределов
допуска. Границы допуска обозначены вертикальными линиями.
! См. также:
| |