| 20.2.10.1 Ввод исходных данных |    |
| 20.2.10.1 Ввод исходных данных | |
Окно «Стандартное отклонение»
В окне «Стандартное отклонение» предоставляется выбор из двух вариантов.
· При известной точности технологического процесса следует активировать верхний переключатель для задания стандартного отклонения вручную.
· Если точность технологического процесса неизвестна, следует активировать нижний переключатель. В этом случае стандартное отклонение будет оценено по выборке из заданного временного диапазона. По умолчанию временной диапазон включает все измерения параметра. Изменить начальную и конечную даты можно редактированием полей «Начальная дата» и «Конечная дата». Альтернативный способ изменения дат – вызов календаря двойным щелчком в соответствующем поле.
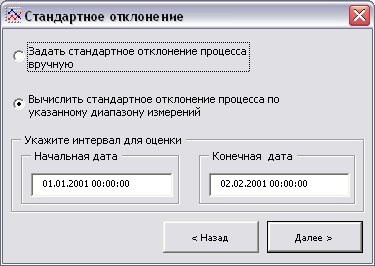
· Нажмите кнопку «Назад», чтобы вернуться к окну «Выбор параметра» (см. раздел 20.2.3).
· При нажатии кнопки «Далее» появляется окно «Исходные данные».
Окно «Исходные данные»
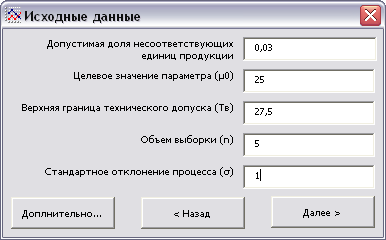
В окне «Исходные данные» вводятся следующие параметры:
· Допустимая доля несоответствующих единиц продукции – максимально допустимая вероятность брака по выбранному параметру.
· Целевое значение параметра (μ0) – номинальное значение параметра, указанное в ТУ.
· Верхняя граница технического допуска (ТВ) – верхняя граница допуска на параметр по ТУ. Допуск по ТУ предполагается симметричным относительно μ0.
· Объем выборки (n) – количество измерений, из которых формируется одна точка КК. Объем выборки должен обеспечивать «гауссовость» наносимых на КК точек (если исходные измерения не гауссовские, достаточно взять n > 4), а также выполнение условия мгновенности выборки (за время взятия выборки характеристики процесса не изменяются.
· Стандартное отклонение процесса (σ) – нормативно заданное стандартное отклонение измерений. Если в окне «Стандартное отклонение» был выбран переключатель «Задать стандартное отклонение вручную», поле для этого параметра будет пустым. В противном случае в нем будет содержаться значение оценки σ по выборке из заданного временного диапазона.
· Нажмите кнопку «Назад», чтобы вернуться к окну «Стандартное отклонение».
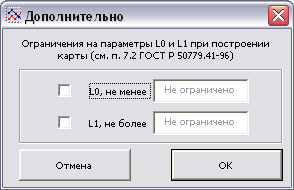
· При нажатии кнопки «Дополнительно» появляется окно «Дополнительно». В нем можно задать ограничения на средние длины серий выборок (ARL) до появления сигнала об остановке процесса. L0 соответствует ARL при нахождении процесса в статистически управляемом состоянии, а L1 соответствует ARL при нахождении процесса в статистически неуправляемом состоянии. Для введения ограничения на соответствующий параметр, отметьте его галочкой и введите максимальное (для L1)/минимальное (для L0) значение в текстовом поле. По окончании ввода нажмите «ОК».
· При нажатии кнопки «Далее» окна «Исходные данные», появится окно «Интервал управления процессом».
Окно «Интервал управления процессом»
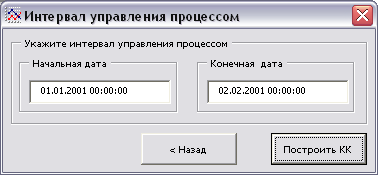
· В окне «Интервал управления процессом», следует указать начальную и конечную даты интервала построения КК. По умолчанию временной диапазон включает все измерения параметра. Изменить начальную и конечную даты можно редактированием полей «Начальная дата» и «Конечная дата». Альтернативный способ изменения дат – вызов календаря двойным щелчком в соответствующем поле.
· Нажмите кнопку «Назад», чтобы вернуться к окну «Исходные данные».
· При нажатии кнопки «Построить КК», появится окно контрольной карты.
! См. также:
20.2.10 Контрольная карта арифметического среднего с предупреждающими границами
| |